

板框式壓濾機是一種加壓過濾機,它是由許多交替排列并支持在一對導軌上的濾板和濾框所組成,如下圖所示:
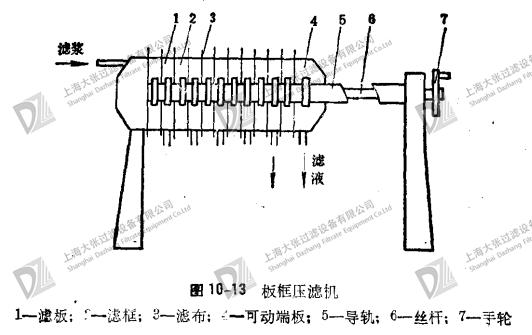
濾板1與濾框2組裝時交替排列,其間用濾布3隔開,借手動、電動或液壓機構將它們壓緊,圖示為絲桿6和手輪7組成的一種手動機械壓緊機構,旋轉手輪,即可帶動絲桿螺母運動,使可動端板4在導軌5上移動。
濾板和濾框可用鑄鐵、不銹鋼、鋁或塑料等強度大、剛性好、耐腐蝕的材料制造,一般呈方形,濾框是中空的,濾板表面具有平行紋路的溝槽,用以支承濾布。
濾板和濾框右上角均有小孔,壓濾機組裝后,這些小孔即形成濾漿的進料通道。而濾框上又另有與上述小孔相連通的孔道,以便將濾漿導入框內。濾板左下角有一排出管,用以排出濾液,排出管口處裝有旋塞,可觀察濾液流出的情況。
過濾時,濾漿由泵輸送入壓濾機上部進口,并順著內部孔道充滿各個濾框,濾液分別穿過濾板兩側濾布而進入濾板,并沿濾板上的構槽向下流動,較后從每塊濾板的排出管排出而進入濾液收集器。同時,濾漿中的固體微粒由于濾布阻隔而沉積于濾布之上,在濾框內形成濾渣。
板框壓濾機的過濾操作進行到一定時間后,濾框內會被濾渣所塞滿,過濾速度大大降低,這時應停止進料,并通入洗滌水進行洗滌。洗滌完畢后,要松開壓緊機構,取出濾框除去濾渣,并洗凈濾布。
板框壓濾機具有設備結構簡單、操作容易、過濾面積大、效果好、對物料適應性強,故障少、保養方便等優點,但它大多是間歇操作,要經過裝合、過濾、去渣和洗滌四個階段才能完成一個工作循環,因此勞動強度較大,生產能力較小,在大型食品工廠應用有一定的局限性。
上一篇:廂式壓濾機負荷過重 下一篇:板框式壓濾機的操作流程