

廂式壓濾機通常為整機安裝,對于大型則采用現場組裝部件的方法安裝。首先進行基礎檢查。檢查基礎表面地腳螺栓數量、尺寸及埋入混凝土中的連接件、電線、管線、操作設備所留開口位置尺寸、深度,廠房為零部件材料運輸所留的門等,發現任何超過允許范圍的偏差或任何不合適的地方,都必須在安裝和裝配前做出修改。
安裝步驟:
1、支座裝于基礎上,其安裝要求入下圖所示:
廂式壓濾機支座安裝圖紙
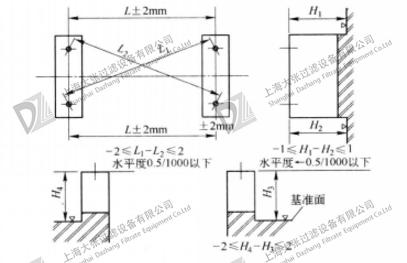
為了保證滴液盤平穩移動,濾液盤導軌必須對正和水平,其水平度在0.5/1000以內。滴液盤吊裝在導軌上。止推板安裝于支座上。壓緊裝置安裝于支座上。
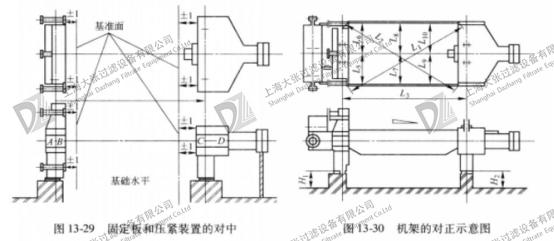
止推板與壓緊裝置的對正。橫梁裝之前使兩側板在同一水平面上,保持水平(見圖13-29);固定端板或壓緊裝置端板在經度方向的傾斜要用楔片來調整。橫粱的安裝。將橫梁平衡吊起,否則會引起彎曲;橫梁安裝時,要使固定板和壓緊裝置正確對位;用螺栓將橫梁分別安裝到壓緊裝置和固定板槽內。機架結構的對正(見圖13—30)。
濾板移動裝置的安裝包括:(1)濾板移動驅動裝置的安裝。(2)濾板移動器、導軌及鏈傳動的安裝。(3)濾板移動器的鏈條節數要相等,否則不能保證濾板傳送的平穩。
壓濾板的安裝包括:
(1)壓濾機把手底面一側為平面,另一側為角口,以保證運行平穩。(2)交替安裝壓榨板和過濾板,塊和較后一塊都是壓榨板,裝好后,靠向止推板。(3)安裝時排液面和邊孔應與要求的一致。
壓緊板的安裝。一般設備先裝壓緊板,再裝過濾板,但有少數設備是先裝過濾板,后裝壓緊板,因此安裝前應視濾板結構而定.將壓緊板吊至橫梁上方,沿對角線將它移至側梁里面,輪子擱在側梁上;將壓緊板與壓緊裝置連接,使壓緊板和壓緊裝置的油缸活塞連成一體。
上一篇:廂式壓濾機尺寸 下一篇:真空帶式過濾機工作原理